
In some leak test applications production part contamination cannot be avoided due to harsh manufacturing environments, especially in industrial processes. These contaminants might include oil, grease, water, dust, lint or a combination of all. This is fairly common in the automotive industry and the manufacturing of many automotive components. Heavily contaminated parts can reduce a leak test system’s efficiency and functionality, cause equipment failure and can require excessive equipment maintenance. LACO Technologies has developed the patented Hybrid Accumulation Test System (HATS™ U.S. Pat. No. 7,905,132) to address these contamination issues and help manufacturers avoid costly equipment repairs and preventative maintenance.

Description
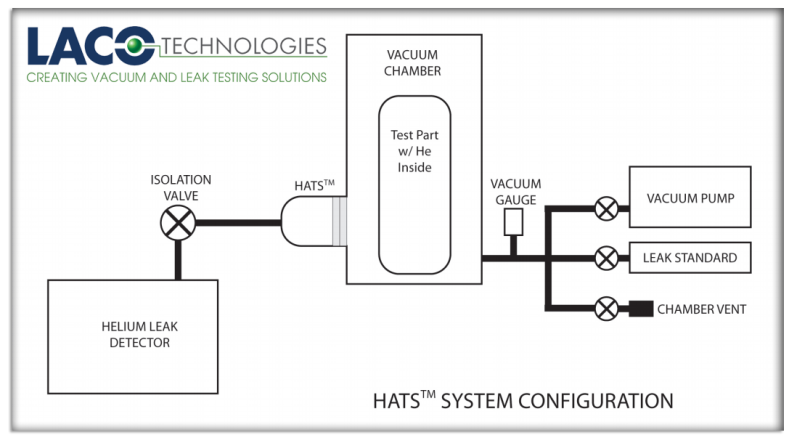
HATS™ (U.S. Pat. No. 7,905,132) isolates a mass spectrometer helium leak detector (a very sensitive instrument) from a contaminated part; an internal device allows helium to pass to the leak detector while preventing contamination from migrating to the detector. A partial (rough) vacuum is provided in the test chamber to improve system response time and improve gas mixing. This can be accomplished by using a simple venturi pump setup and does not require traditional high vacuum valves. With a partial vacuum chamber pump down times are much quicker. Additionally, because only a rough vacuum is required, the outgassing effects from contamination on the test part do not negatively impact the cycle time.
HATS™ Test Sequence:
- A test part is loaded into the vacuum chamber and connected to the helium charge system while the Helium Leak Detector is on, which is protected from air inrush shock by the HATS membrane.
- The fill valve is opened and the test part is filled with helium.
- Concurrently, the valve is opened to the vacuum pump and a vacuum is drawn in the test chamber. Over time, helium leaks from the test part and fills the vacuum chamber, permeates the HATS™ membrane and is measured by the leak detector. Any dirt or oil from the test part is prevented from reaching the leak detector by the HATS™ membrane.
- After the leak detector assesses the size of the leak, the vent valve is opened and air fills the test chamber. The part is replaced and the sequence begins again.

Benefits
• Fast cycle times in small and medium size chambers
• Quantifiable results
• Simple sequence programming
• Simple tooling and vacuum hardware
• High vacuum system and mass spectrometer are completely isolated from contaminants and test parts
• High vacuum not needed to perform tests
• Range of sensitivity:10-5 atmcc/sec and higher
Summary
HATS™ (U.S. Pat. No. 7,905,132) both protects expensive leak detectors from damage due to part contamination and improves efficiency and functionality of the leak test.